







වානේ නල යන්ත්රයφ377×16 ;ZTFIV;ZTZG
විස්තර
ERW නල මෝල අධි-සංඛ්යාත කල්පවත්නා වෑල්ඩින් කරන ලද නල නිෂ්පාදන මාර්ගය ලෙසද හැඳින්වේ. සුදුසු ද්රව්ය වන්නේ සරල කාබන් වානේ සහ අධි ශක්ති වානේ වැනි උණුසුම්-රෝල් කරන ලද හෝ සීතල-රෝල් කරන ලද තීරු දඟර ය.
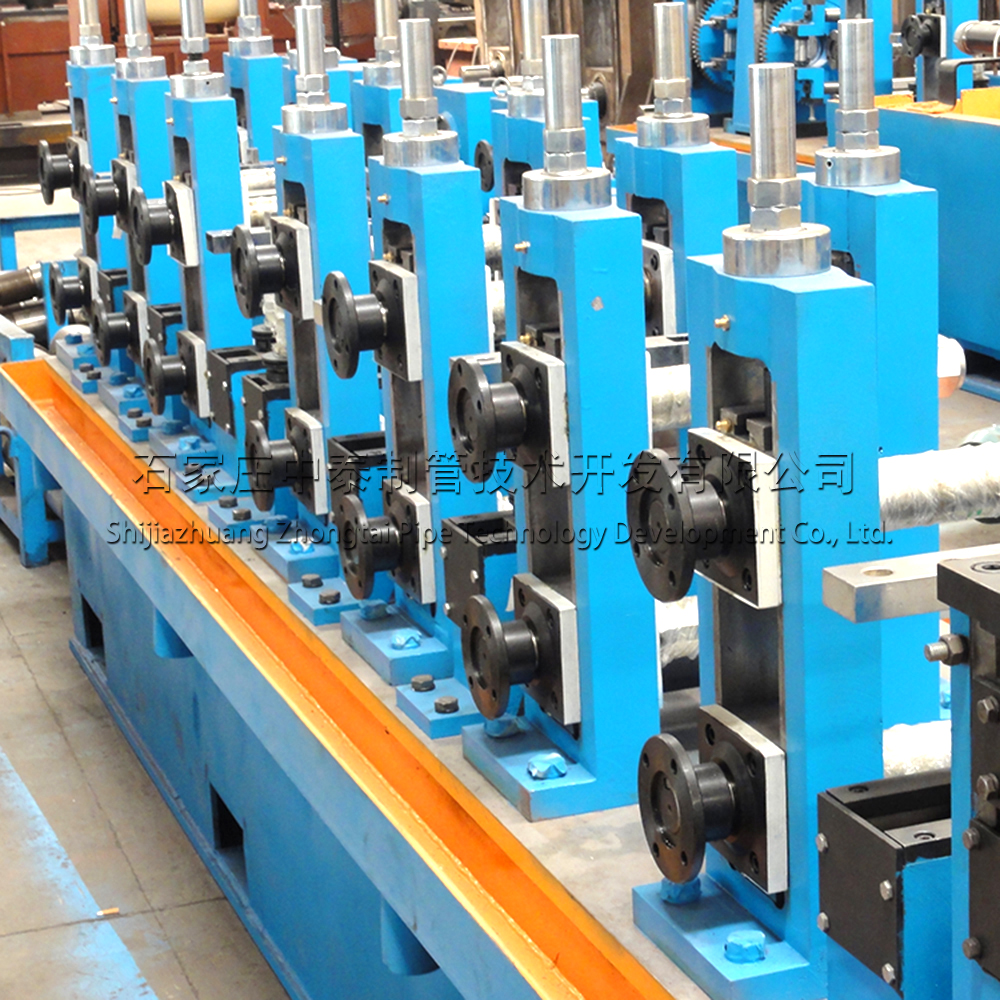
තීරු වානේ අන්කොයිලර් මගින් රෝල් කර, පසුව ෂියර් බට් වෙල්ඩින් යන්ත්රය හරහා ගමන් කිරීමෙන් පසු සමුච්චක ගබඩාවට ඇතුළු වේ. තීරු වානේ රෝලර් මගින් නිස්සාරණය කර කොටස් දෙකකට බෙදා ඇත: බිඳවැටීමේ කොටස සහ සියුම් පාස් කොටස. අධි-සංඛ්යාත ප්රේරක වෑල්ඩින් සහ ප්රමාණ කිරීමේ කොටසෙන් පසු, අවශ්ය පයිප්ප දිග ප්රතිදානය කර, පියාඹන කියත් මගින් කපා, අවසානයේ වානේ පයිප්පය ගොඩගසා ඇසුරුම් කරන්න. මෙම නිෂ්පාදන මාර්ගය වානේ තීරු පයිප්පවලට අඛණ්ඩව වෑල්ඩින් කිරීම සඳහා පුළුල් සම්පූර්ණ නිෂ්පාදන මාර්ගයකි,ප්රධාන වශයෙන් සමන්විත වන්නේ කොයිලර් ඉවත් කරන්නා, ෂියර් සහ අන්ත පෑස්සුම්කරු, සමුච්චකය, සැකසුම් සහ ප්රමාණ කිරීමේ යන්ත්රය, HF පෑස්සුම්කරු, පියාඹන කියත, ගොඩගැසීමේ සහ ඇසුරුම් කිරීමේ යන්ත්රය.
වානේ පයිප්ප සඳහා විශේෂ අරමුණු හෝ අවශ්යතා තිබේ නම්, හයිඩ්රොලික් පරීක්ෂණ යන්ත්රය, අතරමැදි සංඛ්යාත ඇනීලිං යන්ත්රය, අතිධ්වනික දෝෂ හඳුනාගැනීමේ යන්ත්රය වැනි පරීක්ෂණ උපකරණ එකතු කිරීම අවශ්ය වේ.


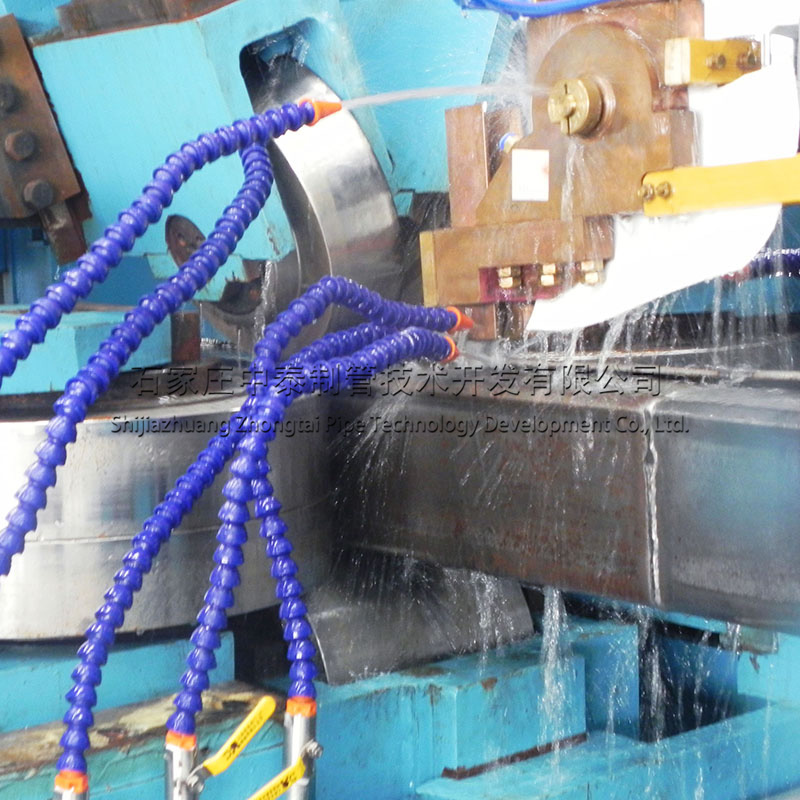
ඉහළ සංඛ්යාත වෑල්ඩින් කරන ලද පයිප්ප නිෂ්පාදන රේඛාව ප්රධාන වශයෙන් භාවිතා කරනුයේ සෘජු මැහුම් වෑල්ඩින් කරන ලද පයිප්ප අඛණ්ඩව නිෂ්පාදනය කිරීම සඳහා ය. එය ඉහළ සංඛ්යාත ප්රේරක වෑල්ඩින් භාවිතා කරන අතර එමඟින් වටකුරු පයිප්ප පමණක් නොව අනුරූප හතරැස් පයිප්ප සහ විශේෂ හැඩැති පයිප්ප ද නිපදවිය හැකිය. ඉහළ සංඛ්යාත පයිප්ප වෙල්ඩින් යන්ත්රය ප්රධාන වශයෙන් විවිධ යකඩ පයිප්ප, ඉදිකිරීම් පයිප්ප, ව්යුහාත්මක පයිප්ප, ජල පයිප්ප, තෙල් පයිප්ප, API පයිප්ප ආදිය නිෂ්පාදනය සඳහා යොදා ගනී.
Tතාක්ෂණික ප්රවාහය
ඉහළට අනුචලනය කිරීම → දඟර ඉවත් කිරීම → කතුර කැපීම සහ පෑස්සීම → සර්පිලාකාර සමුච්චකය → සෑදීම → HF ප්රේරක පෑස්සුම් → බාහිර බර් ඉවත් කිරීම → සිසිලනය → ප්රමාණය කිරීම → පියාඹන කියත් → අවසන් වූ මේසය → පරීක්ෂා කිරීම → ඇසුරුම් කිරීම → ගබඩාව
Fඕර්මිං ක්රියාවලිය
| වටකුරු නළය | සීතල රෝල් සෑදීමේ ක්රියාවලිය | හොඳ රෝලර් නිර්මාණය |
| ZTF සැකසීමේ ක්රියාවලිය | විදුලි පාලන ගැලපුම සමඟ අවම වශයෙන් 60% රෝලර් පිරිවැය ඉතිරි කරන්න.තවත් කියවන්න | |
| හතරැස් සහ හතරැස් නළය | සාමාන්ය වට-චතුරස්ර ක්රියාවලිය | ස්ථාවර ගොඩනැගීමේ ක්රියාවලිය |
| ටර්ක් හිසක් සහිත වටකුරු සිට හතරැස් දක්වා | හොඳ නල ගුණාත්මකභාවය | |
| සෘජු වර්ග-සිට-වර්ග ක්රියාවලිය (DSS) | එක් රෝලර් කට්ටලයක් මඟින් විදුලි පාලනය සහ ස්වයංක්රීය ගැලපීම සහිත සියලුම නල නිපදවිය හැකිය.තවත් කියවන්න |
වෑල්ඩින් කරන ලද පයිප්ප නිෂ්පාදන මාර්ගයේ මූලික තාක්ෂණික තොරතුරු
| නිෂ්පාදන සහ අස්වැන්න | වටකුරු නළය | 165 යිමි.මී.-377 (ස්පාඤ්ඤය)මි.මී. ඝණකම:4.0 ශ්රේණියමි.මී.-14.0 (අනුකරණය)mm |
| හතරැස් සහ සෘජුකෝණාස්ර නළය | 130 යිමි.මී.×130මි.මී. -280 (280)මි.මී.×280 (280)මි.මී. ඝණකම:4.0 ශ්රේණියමි.මී.-14.0mm | |
| දිග | 6m-12m දිග ඉවසීම: ±3mm | |
| නිෂ්පාදන වේගය | 35මි/මිනිත්තුව | |
| නිෂ්පාදන ධාරිතාව | 120 (120)ටොන් ,000/වසරකට | |
| පරිභෝජනය | මෝල් ස්ථාපිත ධාරිතාව | 58කිලෝවොට් 0 |
| රේඛා ප්රදේශය | 145m(දිග) ×13මීටර් (පළල) | |
| සේවකයා | සේවකයින් 6-8 දෙනෙක් | |
| අමුදව්ය | ද්රව්ය | කාබන් වානේ දඟර Q235B(ASTM GR·D,σs 230) |
| පළල | 520 (520)මි.මී.-1190 (ස්පාඤ්ඤය)මි.මී. ඝණකම:4.0 ශ්රේණියමි.මී.-14.0 (අනුකරණය)mm | |
| දඟර හැඳුනුම්පත | 580-760මි.මී. | |
| දඟර OD | උපරිම2100මි.මී. | |
| දඟර බර | ට 25.0 |
වාසිය
වටකුරු පයිප්ප නිෂ්පාදනය කරන විට, එයට ZTF සෑදීමේ තාක්ෂණය භාවිතා කළ හැකිය.
හතරැස් සහ හතරැස් නලයක් නිෂ්පාදනය කිරීමේදී, එයට සෘජු වර්ග-හතරැස් (DSS) තාක්ෂණය භාවිතා කළ හැකිය.
නිෂ්පාදන:වාස්තු විද්යාත්මක ව්යුහ පයිප්ප, API පයිප්ප, කුළුණු පාදක නල, මෝටර් රථ කදම්භ වානේ පයිප්ප සහ අනෙකුත් නිෂ්පාදන.
තවත් නිෂ්පාදන



| ERW ටියුබ් මෝල් මාර්ගය | |||||
| ආකෘතිය | Rරවුම් නළය mm | චතුරස්රයපයිප්පය mm | ඝනකම mm | වැඩ කරන වේගය මි/මිනිත්තුව | |
| ERW20 | එෆ්8-එෆ්20 | 6x6-15×15 | 0.3-1.5 | 120 (120) | තවත් කියවන්න |
| ERW32 යනු කුමක්ද? | එෆ්10-එෆ්32 | 10×10-25×25 | 0.5-2.0 | 120 (120) | |
| ERW50 යනු කුමක්ද? | එෆ්20-එෆ්50 | 15×15-40×40 | 0.8-3.0 | 120 (120) | |
| ERW76 | එෆ්32-එෆ්76 | 25×25-60×60 | 1.2-4.0 | 120 (120) | |
| ඊආර්ඩබ්ලිව්89 | එෆ්42-එෆ්89 | 35×35-70×70 | 1.5-4.5 | 110 (110) | |
| ඊආර්ඩබ්ලිව්114 | එෆ්48-එෆ්114 | 40×40-90×90 | 1.5-4.5 | 65 | |
| ERW140 යනු කුමක්ද? | එෆ්60-එෆ්140 | 50×50-110×110 | 2.0-5.0 | 60 | |
| ERW165 හඳුන්වාදීම | එෆ්76-එෆ්165 | 60×60-130×130 | 2.0-6.0 | 50 | |
| ERW219 හඳුන්වාදීම | එෆ්89-එෆ්219 | 70×70-170×170 | 2.0-8.0 | 50 | |
| ඊආර්ඩබ්ලිව්273 | එෆ්114-එෆ්273 | 90×90-210×210 | 3.0-10.0 | 45 | |
| ERW325 හඳුන්වා දීම | එෆ්140-එෆ්325 | 110×110-250×250 | 4.0-12.7 | 40 | |
| ERW377 | එෆ්165-එෆ්377 | 130×130-280×280 | 4.0-14.0 | 35 | |
| ERW406 හඳුන්වා දීම | එෆ්219-එෆ්406 | 170×170-330×330 | 6.0-16.0 | 30 | |
| ERW508 හඳුන්වා දීම | එෆ්273-එෆ්508 | 210×210-400×400 | 6.0-18.0 | 25 | තවත් කියවන්න |
| ඊආර්ඩබ්ලිව්660 | එෆ්325-එෆ්660 | 250×250-500×500 | 6.0-20.0 | 20 | තවත් කියවන්න |
| ERW720 හඳුන්වාදීම | එෆ්355-එෆ්720 | 300×300-600×600 | 6.0-22.0 | 20 | තවත් කියවන්න |
| මල නොබැඳෙන වානේ පයිප්ප නිෂ්පාදන මාර්ගය | |||||
| ආකෘතිය | Rරවුම් නළය mm | චතුරස්රයපයිප්පය mm | ඝනකම mm | වැඩ කිරීමේ වේගය මි/මිනිත්තුව | |
| එස්එස් 25 | Ф6-Ф25 | 5×5-20×20 | 0.2-0.8 | 10 යි | තවත් කියවන්න |
| එස්එස්32 | Ф6-Ф32 | 5×5-25×25 | 0.2-1.0 | 10 යි | තවත් කියවන්න |
| එස්එස් 51 | Ф9-Ф51 | 7×7-40×40 | 0.2-1.5 | 10 යි | තවත් කියවන්න |
| එස්එස් 64 | Ф12-Ф64 | 10×10-50×50 | 0.3-2.0 | 10 යි | තවත් කියවන්න |
| එස්එස්76 | Ф25-Ф76 | 20×20-60×60 | 0.3-2.0 | 10 යි | තවත් කියවන්න |
| එස්එස් 114 | Ф38-Ф114 (ස්තූතියි) | 30×30-90×90 | 0.4-2.5 | 10 යි | තවත් කියවන්න |
| එස්එස් 168 | Ф76-Ф168 යි | 60×60-130×130 | 1.0-3.5 | 10 යි | තවත් කියවන්න |
| එස්එස් 219 | Ф114-Ф219 (අවුරුදු 219) | 90×90-170×170 | 1.0-4.0 | 10 යි | තවත් කියවන්න |
| එස්එස්325 | Ф219-Ф325 යි | 170×170-250×250 | 2.0-8.0 | 3 | තවත් කියවන්න |
| එස්එස් 426 | Ф219-Ф426 (ස්පර්ශක) | 170×170-330×330 | 3.0-10.0 | 3 | තවත් කියවන්න |
| එස්එස් 508 | Ф273-Ф508 ශ්රේණිය | 210×210-400×400 | 4.0-12.0 | 3 | තවත් කියවන්න |
| එස්එස් 862 | Ф508 ශ්රේණිය-Ф862 ශ්රේණිය | 400×400-600×600 | 6.0-16.0 | 2 | තවත් කියවන්න |
ආශ්රිතනිෂ්පාදන
-

විවෘත අංශ රෝල් සාදන යන්ත්රෝපකරණ (U,C,Z,Prof...
-

100X100 සාම්ප්රදායික වටයේ සිට හතරැස් දක්වා ERW පයිප්ප මෝල
-

ටියුබ් මෝල්200x200x8 සෘජු චතුරස්රය සාදන නල එම්...
-

ERW ටියුබ් මෝල සෑදීමේ රෝලර්
-

Tube MillERW114 HF සෘජු වෑල්ඩින් කරන ලද පයිප්ප නිෂ්පාදනය...
-

φ140×7 තෙල් සහ ගෑස් ප්රවාහන (API) නළය...
-

නල මෝල φ165×8 තෙල් සහ ගෑස් ප්රවාහනය ...
-

φ219×10 තෙල් සහ ගෑස් ප්රවාහනය (API) නල...
-

ERW273x12.7 වානේ නල යන්ත්රය;ZTFIV;ZTZG
-

ERW325x14 වානේ නල යන්ත්රය;ZTFIV;ZTZG
-

වානේ නල යන්ත්රයφ377×16 ;ZTFIV;ZTZG
-

ERW76 HF සෘජු වෑල්ඩින් කරන ලද පයිප්ප නිෂ්පාදන මාර්ගය
-

ERW89 HF සෘජු වෑල්ඩින් කරන ලද පයිප්ප නිෂ්පාදන මාර්ගය
-

බහු ක්රියාකාරී පයිප්ප මෝල් නල මෝල
-

වට-හතරැස් කොටස්-රෝලර් නල මෝල (XZTF)




